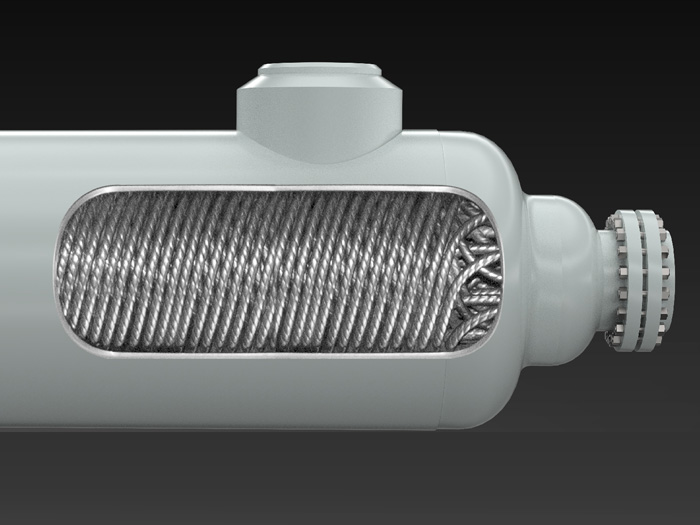
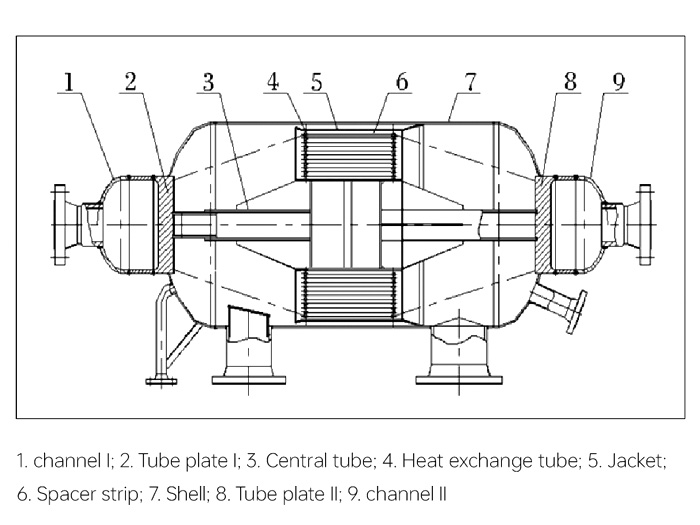
As a new type of efficient heat exchange equipment, the wound tube heat exchanger has a compact structure, easy to achieve multi flow, multiphase flow, large flow rate, and large temperature difference low-temperature heat exchange process. Widely used in natural gas liquefaction and other operations, the main feature is that its tube bundle is composed of heat exchange tubes, central tubes, gaskets, tube plates, etc. The heat exchange tube is wound layer by layer on the central tube, separated by a spacer strip between the layers, and the two ends of the central tube are connected to the tube plate, forming the main structure of the tube bundle.
Spiral wound tube heat exchangers
1. Compact structure with a large heat exchange area per unit volume;
2. High heat transfer coefficient;
3. High pressure operation is allowed on the tube side of the heat exchanger;
4. The thermal expansion of the heat transfer tube can be self compensated;
5. Allow large temperature difference heat transfer and large temperature change rate;
6. The tube side of the wound tube heat exchanger allows more than 2 streams of fluid to exist simultaneously in a shell, making it easier to
achieve simultaneous heat exchange of multiple media;
7. The medium is smooth and there is no heat exchange dead zone;
8. Easy to achieve large-scale.
Application fields of spiral wound tube heat exchangers
1. The main low-temperature heat exchanger in the LNG and LNG FPSO fields.
2. In the fields of synthetic ammonia and coal chemical industry, solvent coolers used in low-temperature methanol washing process and low-temperature liquid nitrogen washing process.
3. Spiral wound tube heat exchanger replaces high-pressure heat exchanger in high-pressure hydrogenation equipment.
4. Reaction inlet and outlet heat exchangers in continuous reforming units.
|
